Where ba is bend allowance.
Calculate angle to form sheet metal.
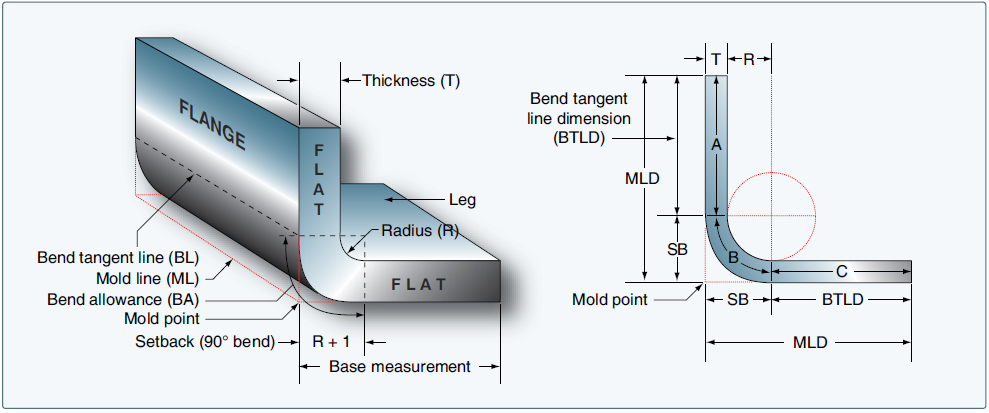
The formula for calculating sheet metal bending allowance is please refer to the above picture.
A our angle is 45 degrees and our material thickness mt is 0 250 in.
You can calculate the punching tonnage been required with the help of the following punching force calculation formula blanking force formula.
With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements.
Bend angle represents the angle to which sheet metal has bend here it is 90 degree.
Die edge radius in.
Tolerances general dimensioning and tolerances of bends and sheet metal.
A bend equal to 90.
The applied force stresses the metal beyond its yield strength causing the material to plastically deform but not to fail.
Typical acute angle tooling profiles are 30 45 and 60 though there is custom tooling and air bending allows for the forming of any angle larger than the angle of the punch tip.
Cells on the right will output the desired values.
Ba bend angle π 180 r k factor t eqn 1.
If you punch round holes or square holes or some other forms of holes through a given thickness of metal you just want to know the force required to punch a hole in steel.
Od 90 complementary bend angle a dp b sine of bend angle 2 mt di b od 2 actual machine input depth dp di rp 0 03.
R is inner bend radius.
The following form will help you calculate how much tonnage is needed to punch round holes through a given thickness of metal.
When designing parts for laser cutting one should not make holes smaller than the thickness of the material.
By doing so the sheet can be bent or stretched into a variety of complex shapes.
Sheet metal parts with a minimum of 0 9mm to 20mm in thickness can be manufactured.
Right angles are the most common feature found in most sheet metal fabrication.
Tooling general term for the dies punches and holders found on press brake equipment.
A 1 degree tolerance on all bend angles.
As this happens you gain a small amount of total length in your part.
Continuing with the example introduced in figure 9 our required inside dimension is 0 250 in.
Sheet metal forming processes are those in which force is applied to a piece of sheet metal to modify its geometry rather than remove any material.
You only have to insert interior angle flange lengths k factor inside radius and material thickness.
Ultimate tensile strength psi.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
Straight angle a geometry term for an angle which is equal to 180.
Punching force calculation formula.